
工廠地址:山東省齊河經濟開發區經七緯五路南齊魯科技孵化器院內
咨詢熱線:400-186-2653
電子郵箱:shichangbu@trftpe.com
經理信箱:wyj@trftpe.com
郵政編碼:251100
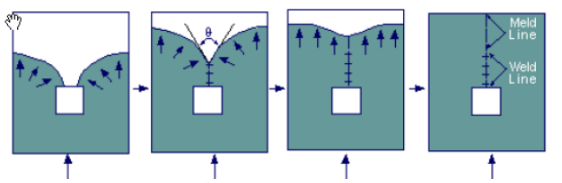
TPE熱塑性彈性體熔接痕問題
TPE熱塑性彈性體作為軟膠材料應用在注塑加工時會出現熔接痕的問題,這里小編帶大家來了解一下TPE注塑過程中熔接痕問題出現的原因和如何解決。
TPE熱塑性彈性體注塑加工的方式是通過不同方向的熔融樹脂前端部分被冷卻、在結合處未能完全融合而產生的,熔接痕是不可避免的,只能通過熔體流動前沿的流變狀態和分子聚集纏結程度來改善熔接痕的品質。
TPE熱塑性彈性體熔接痕如何解決呢,注塑加工的老師傅提出了幾項改善意見:
1、有效型腔壓力太低,增加注射壓力,延長注射時間。
2、增加注塑速度,高速射膠可以使TPE軟膠熔體快速達到匯合處,低速注塑可以讓模腔內的空氣有足夠的時間排出去。
3、適當增加背壓及調整螺桿轉速以獲得更高均勻的溶膠溫度;提高螺桿轉速,使 tpe塑料黏度下降;增加背壓壓力,使塑料密度提高。
4、增加溶膠溫度及噴嘴的溫度,溫度高塑料的黏度小,流態通暢,熔接痕變細,溫度低,減少氣態物質的分解。
5、脫模劑應盡量少用,特別是含硅脫模劑,否則會使料流能融合。
6、降低合模力,以利排氣。